Страницы 1
Чтобы отправить ответ, вы должны войти или зарегистрироваться
1 2019-07-16 13:13:49
- Alex52
- Новичок
- Неактивен
- Зарегистрирован: 2019-07-16
- Сообщений: 8
Тема: поломка Шпиндель или Инвертор?
День добрый . Вышел из строя станок а точнее либо шпиндель 1.5кВт либо Инвертор HY 1,5кВт , ника не могу понять в чем дело и что конкретно не работает.
Не включал наверное полгода и после включения частотник стал уходить в ошибку DL .(короткое замыкание)
Начинает раскручивать и сразу уходит в ошибку
Я грешил на частотник и силовые конденсаторы но «местный» мастер утверждает что проблема в шпинделе , в обмотках . Вот и не знаю что делать. 

2 Ответ от ygordom 2019-07-16 13:26:07 (изменено: ygordom, 2019-07-16 13:28:19)

- ygordom
- cnc pro
- Неактивен
Re: поломка Шпиндель или Инвертор?
Alex52 сказал:
мастер утверждает что проблема в шпинделе , в обмотках
На сопротивление прозвоните шпиндель, на обмотках должно быть что в районе 4-ом., если так и есть, то разберите частотник почистите и просушите плату, возможно в частотнике КЗ висит от пыли…..
Главное что-бы силовые транзисторы не выбило, у меня на КЗ только в проводах, выбило 3 транзистора,в России аналогов не нашел, пришлось на алике заказывать и месяц ждать, зато теперь у меня 1 частотник запасной ))))
База моделей для ЧПУ станка более 6000 моделей STL:
https://sz51.ru
Качайте новые модели …..
3 Ответ от еще_начинающий 2019-07-16 13:27:39
- еще_начинающий
- Мастер
- Неактивен
Re: поломка Шпиндель или Инвертор?
к частотнику другой шпиндель подцепить и проверить. если работает значит шпиндель помер. если не работает — частотник в ремонт.
4 Ответ от Alex52 2019-07-16 13:40:24 (изменено: , 2019-07-16 13:41:47)
- Alex52
- Новичок
- Неактивен
- Зарегистрирован: 2019-07-16
- Сообщений: 8
Re: поломка Шпиндель или Инвертор?
ygordom сказал:
На сопротивление прозвоните шпиндель, на обмотках должно быть что в районе 4-ом., если так и есть, то разберите частотник почистите и просушите плату, возможно в частотнике КЗ висит от пыли…..
Главное что-бы силовые транзисторы не выбило, у меня на КЗ только в проводах, выбило 3 транзистора,в России аналогов не нашел, пришлось на алике заказывать и месяц ждать, зато теперь у меня 1 частотник запасной ))))
На обмотках в районе 1,5-ом
Вскрывали, чистили, визуально осматривали
еще_начинающий сказал:
к частотнику другой шпиндель подцепить и проверить. если работает значит шпиндель помер. если не работает — частотник в ремонт.
Увы нет другого, буду заказывать новый. У мастера спросил что именно не работает, а то купишь а окажется не то.
5 Ответ от ygordom 2019-07-16 14:39:20 (изменено: ygordom, 2019-07-16 14:44:17)
- ygordom
- cnc pro
- Неактивен
Re: поломка Шпиндель или Инвертор?
Alex52 сказал:
На обмотках в районе 1,5-ом
Это сопротивление нового шпинделя, походе Вы его только пару раз включали ))))
Проверьте проводку и контакты, за пол года могли и мыши перегрызть где нибудь, или банально контакты окисли, почистите, прозвоните и попробуйте запустить…
База моделей для ЧПУ станка более 6000 моделей STL:
https://sz51.ru
Качайте новые модели …..
6 Ответ от еще_начинающий 2019-07-16 15:57:47
- еще_начинающий
- Мастер
- Неактивен
Re: поломка Шпиндель или Инвертор?
да можно частотник и без нагрузки включить, если ошибку выдаст — точно в нем беда
7 Ответ от Alex52 2019-07-16 17:00:23
- Alex52
- Новичок
- Неактивен
- Зарегистрирован: 2019-07-16
- Сообщений: 8
Re: поломка Шпиндель или Инвертор?
еще_начинающий сказал:
да можно частотник и без нагрузки включить, если ошибку выдаст — точно в нем беда

Ошибки нет но и частота не меняется
8 Ответ от еще_начинающий 2019-07-16 20:06:20
- еще_начинающий
- Мастер
- Неактивен
Re: поломка Шпиндель или Инвертор?
хоть какой движок есть? подключите, хоть 100 ватт.
9 Ответ от Alex52 2019-07-17 19:30:15
- Alex52
- Новичок
- Неактивен
- Зарегистрирован: 2019-07-16
- Сообщений: 8
Re: поломка Шпиндель или Инвертор?
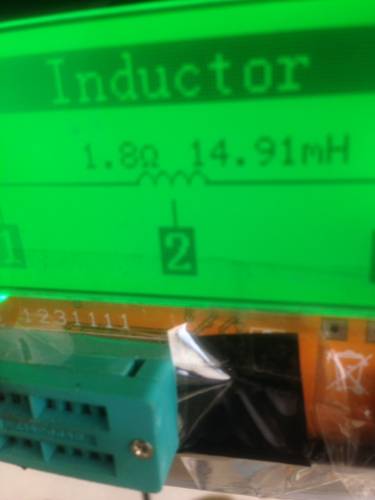
На соседнем форуме посоветовали цитирую
если есть три фазы. подключи шпиндель через 3 лампы накаливания на 75-100 ватт.
в разрыв каждой фазы.
шпидель должен вращатся.
а по разности накала ламп можно судить о неисправности обмоток (я бы еще и мультиком на них померил напряжение)
В итоге на фото виден результат, видимо одна из обмоток сгорела, осталось понять почему.
осталось понять почему.
10 Ответ от Alex52 2019-07-17 19:47:49
- Alex52
- Новичок
- Неактивен
- Зарегистрирован: 2019-07-16
- Сообщений: 8
Re: поломка Шпиндель или Инвертор?
еще_начинающий сказал:
хоть какой движок есть? подключите, хоть 100 ватт.
А если подключить обычный двигатель с изменением настроек, его подключать по схеме звезда или треугольник?
11 Ответ от еще_начинающий 2019-07-17 20:39:11 (изменено: , 2019-07-17 20:40:18)
- еще_начинающий
- Мастер
- Неактивен
Re: поломка Шпиндель или Инвертор?
звезда или треугольник для пробы без разницы но как видно из опыта с лампочками одна фаза отсутствует. проверьте этот канал в частотнике. ну и соответственно если на шпинделе все обмотки с одинаковым сопротивлением.
то есть шпиндель возможно живой (при одинаковом сопротивлении обмрток.)
12 Ответ от Alex52 2019-07-17 20:40:59
- Alex52
- Новичок
- Неактивен
- Зарегистрирован: 2019-07-16
- Сообщений: 8
Re: поломка Шпиндель или Инвертор?
еще_начинающий сказал:
звезда или треугольник для пробы без разницы но как видно из опыта с лампочками одна фаза отсутствует. проверьте этот канал в частотнике. ну и соответственно если на шпинделе все обмотки с одинаковым сопротивлением.
Тут лампочки подключали от общей сети , без частотника.
13 Ответ от еще_начинающий 2019-07-17 20:43:53
- еще_начинающий
- Мастер
- Неактивен
Re: поломка Шпиндель или Инвертор?
тогда похоже шпиндель помер. вот от чего? может вскрытие покажет.
14 Ответ от Alex52 2019-07-17 20:53:22
- Alex52
- Новичок
- Неактивен
- Зарегистрирован: 2019-07-16
- Сообщений: 8
Re: поломка Шпиндель или Инвертор?
еще_начинающий сказал:
тогда похоже шпиндель помер. вот от чего? может вскрытие покажет.
Я конечно думаю проблема возникла из за пусковых токов, так как вышел из строя при включении, даже автомат вырубило. Да и есть вероятность что в настройках была ошибка
D142 — Номинальный ток двигателя, стояло значение 7
нужно было выставить 5.
15 Ответ от еще_начинающий 2019-07-17 21:08:18
- еще_начинающий
- Мастер
- Неактивен
Re: поломка Шпиндель или Инвертор?
насторойки конечно проверить никогда не помешает. время разгона то же можно немного увеличить. хуже не будет.
16 Ответ от Alex52 2019-07-18 10:35:29
- Alex52
- Новичок
- Неактивен
- Зарегистрирован: 2019-07-16
- Сообщений: 8
Re: поломка Шпиндель или Инвертор?
Подскажите как снять? Не могу добраться до обмоток
Страницы 1
Чтобы отправить ответ, вы должны войти или зарегистрироваться
Шпиндель станка: что это такое и для чего он нужен
18.03.2020

- Устройство и характеристики
- Принцип работы шпинделя и из чего он состоит
- Применение шпинделя: для чего он нужен
- Классификация шпинделей по типу, размеру и диаметру
- Выбор типа шпинделя
- Выбор вида охлаждения
- Выбор скорости и мощности
- Как изготовить своими руками шпиндель по картинке
- Обслуживание
Давно занимаетесь металлообработкой или только начинаете изучать теорию? Мы поможем разобраться с базовыми навыками. В статье расскажем о шпинделе станка: что это такое, покажем фото держателя инструмента и поговорим о том, как с ним работать.
Устройство и характеристики
Обработка металла на станках получила широкую распространенность. Это и не удивительно, с появлением машинизированного оборудования значительно, в разы увеличилась производительность труда, а сам процесс изготовления металлических изделий стал намного проще – рабочие тратят меньше времени на один производственный цикл.
Создание станочного оборудования также обеспечило:
- Более высокое качество деталей, хороший класс точности.
- Снижение итоговой стоимости всех работ.
- Увеличение скорости производства.
Практически ни один станок не обходится без фиксации шпинделя – что это расскажем на примере токарного аппарата. Это элемент, который отвечает за крепкую и надежную установку на одном месте заготовки. Если брать в качестве образца токаря, то он крепит металлический брусок или вал между двумя бабками, с одной из сторон которой установлен такой держатель. Вторая очень простая иллюстрация – это дрель. Здесь для того, чтобы удержать сверло или другой инструмент, тоже нужно монтировать его внутрь шпинделя.
Само слово имеет немецкое происхождение. Spindel – это веретено, то есть то, что имеет возможность вращаться в разные стороны. Конструктивно это вал. Сам термин в основном применяется в таких направлениях как станкостроение, металлообработка и деревообработка, соответственно. Это крайне важный элемент, без него не может быть представлена работа ни единого устройства. Задача детали – передавать усилие, которое генерирует электродвигатель, к обрабатываемой заготовке из металла или дерева, пластмасса. На вал крепится приспособление для центрирования и зажима данного бруска.
Объясним еще раз на простом примере, чтобы понять, что есть две основные цели – вращаться и держать заготовку. В токарном станке есть шпиндель. С одной стороны прикреплено зубчатое колесо, посредством него происходит передача усилия. Со второго края вала расположен подшипник. На него прикрепляется патрон для зажима.

Но, казалось бы, зачем еще он нужен, если можно присоединять металлический или деревянный образец непосредственно к коробке передач, редуктору? Дело в том, что эти части станка не приспособлены к повышенным вибрациям и высоким нагрузкам, они просто сломаются от них. А вот вал может стать посредником, который и принимает на себя все механические (и термические) воздействия. К тому же, на одной его стороне есть патрон, который имеет элементы крепления – резьбу, шлицы, пазы, то есть универсально подходят под конкретную цель крепежа.
Какие можно назвать особенности устройства шпинделя:
- Крепление осуществляется с помощью подшипника качения. Это прочный узел, стандартный, но он тоже имеет различные исполнения. Например, одни могут иметь устойчивость к вибрации, другие – более дешевую стоимость. Намного лучше работают станки, оснащенные системой подачи охлаждающей и смазывающей жидкости, потому что в таком случае подшипники меньше испытывают напряжение и трение, тем самым значительно увеличивая срок годности.
- Основное вращательное движение вал получает от асинхронного двигателя. Он устанавливается в корпусе оборудования – обычно в правой бабке. Сперва электродвигатели питались только от трехфазных источников и устанавливались непосредственно на производствах. Считалось, что они обладали более высокой мощностью. Но сейчас производят аппаратуру, которая питается от 220 В, поэтому может быть размещена и в обычных условиях – часто токарные или фрезеровочные установки стоят в гаражах и иных «домашних» постройках для личного пользования.
- Шпиндель может получать вращательное движение напрямую от электродвигателя, но чаще – через дополнительный узел, например, ремень. Ременная передача удобна – эта деталь недорого стоит, легко крепится, а также проста в использовании, но на очень высоких оборотах она может проскальзывать. В таких случаях, когда нужна большая скорость, устанавливают зубчатые колеса, шестерни.
- Основное крепление, которое находится с края вала, – это цанговый патрон. Это позволяет осуществить надежное крепление хвостовика любого диаметра. Практически все инструменты для резки по металлу, для сверления оснащены таким наконечником (хвостом), а если нет, то крепить приходится по внешнему краю, что намного менее надежно и допускает значительные расхождения и вибрации.
- Очень важно при промышленном производстве – наличие системы охлаждения на токарных или фрезерных станках. Она играет большое значение – продлевает максимальный период эксплуатации, а также время беспрерывной металлообработки.
- Самые сложные шпиндели – у аппаратуры с ЧПУ. Дело в том, что наличие пульта числового управления делает возможным изготовление деталей с максимальной точностью. Это, в свою очередь, требует минимальных вибраций. Такую качественную аппаратуру можно заказать через интернет на сайте компании https://stanokcnc.ru/. Здесь представлены качественные станки для обработки металлических заготовок.
- Степень фиксации вала напрямую зависит от скорости вращения. Чем она выше, тем более надежно должно происходить крепление.
Принцип работы шпинделя и из чего он состоит
Практически все оборудование с данным элементом заключается в применении режущей кромки по подготовленному материалу. Конструктивная особенность вала в том, что можно производить надежную фиксацию инструмента в одном из режимов работы станка – в силовом или скоростном. Во втором случае основная задача аппарата заключается в том, чтобы в максимально короткие сроки срезать верхний слой с поверхности обрабатываемой заготовки. У скоростного принципа работы есть свои особенные черты:
- Увеличивается производительность. Перед тем как просто выбрать высокую частоту вращения, необходимо провести измерения и занести все параметры в технологическую карту.
- Максимальное распространение данный вариант получил в случае финишного точения или при тонкой фрезерной обработки, поскольку нужно снимать только крайне тонкий слой на высокой скорости.
- Наиболее частый тип исполнения – это асинхронный двигатель с ременной или зубчатой передачей.
- Но иногда элемента-посредника попросту нет. Но из-за этого нельзя давать на аппарат слишком большое усилие, это грозит перегрузкой мотора. Но это еще и существенно уменьшает минимальные размеры всей установки, поэтому технология прямого подключения применяется в различных ручных электроинструментах.
Вторая категория – силовые аппараты – имеют следующие характерные черты изготовления и эксплуатации:
- Между резцом (сверлом) и самим крепежным устройством электрошпинделя необходимо вставлять втулки – это прокладки конической формы, которые существенно увеличивают положительные качества изделия и снижают вибрации, хорошо влияют на прочность. Их необходимо выбирать в зависимости от хвостовика – диаметра и типа.
- Не рекомендуется подключение напрямую к мотору, так как переменная нагрузка выводит его из строя. Основной способ передач – клиноременная или с помощью шестерен.

Применение шпинделя: для чего он нужен
Для начала отметим, что сфера использования настолько широка, насколько много различного оборудования для металлообработки и обработки дерева, пластика. Если основное назначение детали заключается в том, чтобы держать оснастку, то и, соответственно, применение исходит из особенностей инструментария:
- Каждый электроинструмент, имеющий насадку, не обходится без электрошпинделя в качестве держателя.
- Необходим узел для фрезерных и токарных станков – они, в свою очередь, имеют очень широкое распространение, так как с их помощью можно создать многочисленные изделия.
- Фиксация проката для его обработки – это еще одно назначение.
Но самой главной функцией остается фиксация оснастки. Причем надежность крепления такая высокая, что она позволяет достигать максимальных вращений и предельной осевой нагрузки на вал.
Классификация шпинделей по типу, размеру и диаметру
Есть различные основания для классифицирования. Первая, она же, пожалуй, основная, – это то, для какого оборудования предназначен узел. Безусловно, для разных станков и электрооборудования необходимы различные приборы.
Второй принцип различения – это типоразмер. Аппараты бывают разных размеров, предназначены для промышленного использования и частного применения. В связи с этим и расходные детали нужны самые разные – покрупнее помельче. Если вы хотите заменить шпиндель на собственном станке, то обязательно при покупке необходимо указать номер своего оборудования, название и год выпуска (могут быть разные модификации).
Ну и последняя, но не по назначению, классификация – по виду. Валы могут быть:
- Коллекторные. Это устройство, включающее цанговый валец высокоскоростного типа. Основные сферы использования – фрезерные станки, а также операции по нанесению гравировки.
- Специализированные на высоких оборотах. Они позволяют достигать значительной скорости металлообработки, поэтому повышается производительность. Но так как хорошее качество может быть достигнуто только при большой точности, то применяются высокоскоростные модели в основном только на оборудовании с ЧПУ. Купить такие станки можно на сайте https://stanokcnc.ru/.
- Конструкция со встроенным охлаждением. Охлаждающая система может подавать через деталь или жидкость, или холодный воздух. Это повышает скорость резания и степень шероховатости поверхности, а трение становится меньше, поэтому и износ тоже приходит позже.
Есть и еще одна классификация – по производителю. Конечно, европейское изготовление более предпочтительно, чем китайское. В Европе часто используют фарфоровые подшипники, которые дают очень положительные качества работы.

Выбор типа шпинделя
Теперь представим конкретные разновидности, отметим их достоинства и характерные черты. Их следует учитывать при подборе детали.

Со встроенным электромотором (электрошпиндели)
Они:
- Способствуют развитию очень высоких скоростей. При стандартных 18 000 – 24 000 оборотов в минуту, некоторые модели могут поддерживать и рабочие 120 тысяч об/мин.
- Очень хорошо режут на больших скоростных режимах.
- Имеют ограничения в нагрузках – оно продиктовано использованием небольших шариковых подшипников.
- Не приспособлены для обратного хода. Отсутствие такой функции сильно затрудняет создание некоторых элементов, например, нарезку резьбы.
- В качестве фиксаторов наиболее часто применяются конусы или цанговые зажимы.
Механические с внешним приводом
Они:
- Имеют дело с намного меньшими скоростями. Стандартном можно считать от 300 до 8 000 оборотов в минуту. Это обусловлено тем, что довольно трудно привести в движение все подшипники, шестерни и прочие передающие движение элементы
- Жесткость и нагрузочная способность больше. Почему? потому что можно использовать не только шарикоподшипники, но и более устойчивые – роликовые. Так что такое оборудование может быть использовано даже для силовой фрезеровки титана или других прочных металлов.
- Есть обратная связь – при условии установки мотора с энкодером.
- Применяются инструментальные конусы вместо цанг – последние не отвечают требованиям по жесткости фиксации.
Выбор вида охлаждения
Охлаждать зону вращения требуется, чтобы увеличить срок эксплуатации. Есть два типа.

Водяное (жидкостное)
Отличия:
- Они очень тихие – жидкость поступает почти бесшумно. Но при этом есть еще один громкий звук от движения крыльчатки.
- Наличие контура, которые включает систему трубок, емкость, помпу. Нужно постоянно контролировать подачу влаги и ее температуру.
- Может работать на низких оборотах.
Воздушное
Отличительные черты:
- Сильный и не самый приятный звук.
- Может происходить разлет стружек под воздействием струи воздуха.
- Необходимо с одинаковыми промежутками заниматься прочисткой рубашки, где забиваются частички металла.
- Требуется очень тщательно следить за температурой, идеально – установить датчик с сигналом, потому что весь аппарат очень чувствителен к перегреву.
В результате рекомендуем применять воздушный вариант при работе с мягкими материалами, но когда заготовка из прочного металла, лучше применять жидкостное охлаждение.
Выбор скорости и мощности
Параметры напрямую зависят от того – как и что нужно резать. Алгоритм определения режима приблизительно такой:
- Оценивается твердость материала и поставленная задача (сверление, пазы, разрезание и пр.).
- Выбирается фреза.
- Под инструмент и процедуру подстраивается диапазон скоростей.
- Отсюда – максимальное и минимальное вращение.
Как изготовить своими руками шпиндель по картинке
Если вы не боитесь самостоятельно создать изделие по готовым образцам из интернета. Для этого обычно требуются точные расчеты и наличие токарного оборудования. Приведем пример чертежа с размерами:

Обслуживание

Основные требования к эксплуатации:
- Своевременная очистка от стружки или система стружкоотведения.
- Оснащение охлаждением зоны резания.
- Подбор и фиксация хвостовика по размерам.
- Нельзя вставлять сломанный инструмент.
- Устраняем излишнюю вибрацию.
Мы рассказали об одной из наиболее важных частей станка. Будьте внимательны при выборе и использовании.
Все шпиндели
быстроходных станков проходят балансировку
в собранном виде. Качество обрабатываемых
на станке деталей во многом зависит от
стабильности положения шпинделя в
станке и плавности его вращения.
Погрешности изготовления и монтажа
шпинделя, а также неодинаковая плотность
металла, из которого он сделан, приводят
к неуравновешенности шпинделя, что при
эксплуатации станка может вызвать
вибрации.
Они снижают
стойкость режущего инструмента, качество
обработанной поверхности, вызывают
усиленное изнашивание опор шпинделя и
в ряде случаев вынуждают либо сильно
снижать режимы резания, что ведет к
понижению производительности, либо
вообще прекращать работу.
Неуравновешенность
может быть статической, когда не совпадает
центр тяжести детали с осью вращения
(она вызывает только центробежную силу),
и динамической, когда действие
неуравновешенных масс вызывает появление
пары сил и центробежных моментов инерции,
не равных нулю.
Для устранения
неуравновешенности детали проходят
балансировку. В соответствии с двумя
видами неуравновешенности существуют
и два вида балансировок — статическая
и динамическая.
Статическую
балансировку применяют обычно для
деталей, у которых отношение длины к
диаметру мало (маховики, диски, зубчатые
колеса), так как влияние динамической
неуравновешенности у них невелико.
Балансировку производят на оправке с
надетой на нее деталью, свободно
перемещающейся на двух параллельных
ножах или роликах под действием
статического момента. Таким образом
определяется радиальное направление
приложения уравновешивающего груза.
У шпинделя станков
с отношением длины к диаметру > 1. Так
как на шпиндель монтируют ряд деталей
(зубчатые колеса, кольца-гайки, подшипники,
втулки, фланцы), то для него характерны
оба вида неуравновешенности, поэтому
его подвергают динамической балансировке
в сборе, которая устраняет оба вида
неуравновешенности.
Динамическую
балансировку производят на специальных
балансировочных станках. Балансировку
шпинделей диаметром до 800 мм и весом
98…980 Н производят на станке 9Б725А.
Неуравновешенность
шпинделя на этом станке определяется
измерением амплитуды и фазы колебаний
спор. Неуравновешенностьустраняют
высверливанием металла в заданных
местах балансируемой детали или узла
в сборе с помощью двух специальных
сверлильных головок, встроенных в
балансировочный станок.
Так, допустимый
дисбаланс шпинделя токарного станка
16К20 в сборе с монтируемыми на него
деталями равен 25 г·см при частоте
вращения шпинделя 33,3 с-1.
При его балансировке металл высверливают
на торце большого зубчатого колеса и
заднего фланца.
3.9. Контроль шпинделей
Точность изготовления
шпинделя проверяют в определенной
последовательности: сначала определяют
правильность формы поверхностей, затем
их геометрические размеры и потом уже
их положения. Такая последовательность
необходима для того, чтобы можно было
путем исключения погрешностей измерять
с наибольшей точностью тот параметр,
который необходимо проверить.
Измерительными
базами при проверке шпинделя обычно
являются поверхности его опорных шеек,
которые будучи его основными базами
определяют положение всех остальных
поверхностей при работе шпинделя в
станке. Поэтому при проверке шпиндель
устанавливают опорными шейками с упором
в один торец на призмы контрольной плиты
или специальных контрольных устройств.
Одна из призм — обычно регулируемая по
высоте.
Правильность
геометрической формы проверяют в
нескольких сечениях, перпендикулярных
к оси шпинделя: овальность и конусообразность
— с помощью скоб с отсчетным устройством
(типа СР по ГОСТ 11098—75), а круглость — с
помощью кругломера (по ГОСТ 17353—80).
Отклонение
образующей цилиндрической поверхности
от прямолинейности проверяют индикатором,
наконечник которого перемещается по
образующей поверхности параллельно
оси шпинделя. По разности наибольшего
и наименьшего показаний судят об
отклонении от параллельности.
Прямолинейность
образующей конуса можно определить с
по-мощью показаний отсчетного устройства
прибора БВ-7320.
Диаметральные
размеры в зависимости от степени точности
и их значения проверяют скобами с
отсчетным устройством СР (по ГОСТ
11098—75), а также микрометром (цена деления
0,01 мм), пассаметром (цена деления 0,002 мм)
или микротастом (цена деления 0,001 мм).
Затем контролируют
правильность положения поверхностей
относительно оси вращения шпинделя.
Отклонение от соосности контролируемой
поверхности с осью вращения шпинделя
проверяют индикаторами, вращая шпиндель
вокруг оси. Такую проверку необходимо
производить в двух крайних сечениях
контролируемой поверхности.
Особое внимание
уделяется контролю соосности
исполнитель-ных поверхностей с осью
вращения шпинделя. Метод проверки
зависит от конструкции шпинделя. Так,
для шпинделей с коническим центральным
отверстием, биение конусной поверхности
относительно оси вращения шпинделя
проверяется с помощью цилиндрической
оправки, которую вставляют в проверяемое
отверстие точным конусным хвостовиком,
На рисунке 3.4 дана
схема контроля отклонений от соосности,
радиального и торцового биения на
специальном стенде шпинделя типа А
(подобен шпинделю токарного станка
16K20).

Рисунок 3.4. – Стенд
специальный для контроля отклонений
от соосности, радиального и торцового
биения шпинделя: 1, 5 — упор (торцовый —
I вариант, центральный — II вариант); 2, 9
— контроля соосности; 3,4 — ножевидные
призмы; 6, 8, 10, 11, 13, 14, 15 — контроль
радиального биения, 7, 12 — контроль
торцового биения
Неисправности шпинделя фрезерного станка и способы их устранения
Фрезерные станки — оборудование, которое используется для производства самой различной продукции. С их помощью выполняются сверлильные, гравировальные и многие другие виды работ. Как и любая другая техника, они подвержены разнообразным поломкам. При желании доверить ремонт станка вы можете сотрудникам нашей компании ООО «ПКФ РемСтан». Проблемы нередко возникают со шпинделем. Какие же из них наиболее типичны и как их решить?
Что может сломаться и как это исправить
Достаточно часто владельцы сталкиваются с повышенным радиальным биением шпинделя. Эта неисправность проявляется в понижении точности фрезерной обработки поверхности деталей. Проверку частоты биения производят при помощи специальных индикаторов или рейсмусов. Обычно причина заключается в деформации рабочего вала, которая возникает вследствие сильного удара при обработке. В этом случае нужно выправить деталь либо установить новую. Также проблема может появиться из-за недостаточной затяжки подшипников. Для решения неисправности ее нужно отрегулировать.
Распространенной неполадкой является и загрязнение подшипников. Такое случается при эксплуатации фрезерного станка в антисанитарных условиях или нерегулярного технического обслуживания. В результате в шпиндель могла просочиться пыль. Проблема диагностируется по повышенному шуму подшипников во время работы оборудования. Также в этом случае шпиндель может сильно нагреться. Для устранения неисправности следует разобрать шпиндель, вытащить, промыть и смазать подшипники. Затем установите их обратно.
Довольно частой проблемой является и износ подшипников. Такое происходит при длительной и интенсивной эксплуатации фрезерного станка. Также причиной может являться окончание срока службы деталей, повышенная нагрузка (например, подачи, превышающие разрешенные производителем показатели). Как и при загрязнении, об этом тоже свидетельствует повышенный шум при работе оборудования. Для решения проблемы следует просто установить новые подшипники.
Типичной неисправностью шпинделя являются межвитковые замыкания. В этом случае он может функционировать нормально на холостых оборотах, но при повышении нагрузки инвертор останавливает его работу. При этом система будет предупреждать о перегрузке по току. Такое случается при превышении номинальных показателей эксплуатации шпинделя. Подаваемый инвертором ток значительно превышает их, из-за чего лак на обмотках повреждается. Это и приводит к возникновению межвитковой обмотки. Работать на фрезерном станке становится невозможно. Чтобы устранить неисправность, нужно перемотать обмотку, либо заменить ее на новую. Также для предотвращения возникновения такой проблемы в будущем нужно правильно настроить инвертор, чтобы он подавал ток номинальной величины.
Помочь устранить эти и многие другие неисправности фрезерного оборудования способны сотрудники нашей компании. Мы работаем не только с обычной техникой. Вы можете доверить нам ремонт станков с ЧПУ. Кроме того, наша компания ООО «ПКФ РемСтан» осуществляет продажу и техническое обслуживание оборудования.
Устройство и характеристики
Практически все конструкции шпинделя схожи, однако технические характеристики могут существенно отличаться. Особенностями можно назвать нижеприведенные моменты:
- Роторный вал фиксируется в корпусе за счет подшипника качения. При этом могут применяться самые различные варианты исполнения подшипника качения, некоторые характеризуются повышенной устойчивостью к вибрации, другие обходятся намного дешевле. Большая часть оборудования предусматривает подачу смазывающего вещества в зону скольжения. За счет этого существенно повышается ресурс работы, а также снижается степень нагрева всего механизма.
- Главное вращательное движение передается от асинхронного двигателя, который также монтируется в корпусе. Подобный механизм питается от электричества, может работать от напряжения 220 В или 380 В. На протяжении длительного периода проводилась установка исключительно трехфазного варианта исполнения, так как он характеризовался большей мощностью и устойчивостью к возникающей нагрузке. Однако через некоторое время появились более современные конструкции моделей на 220 В, которые позволили ставить оборудование в бытовых условиях.
- Не стоит забывать о том, что шпинделю передается вращательное движение. При этом оно может передаваться напрямую или через различный привод, каждый характеризуется своими определенным особенностями. Примером можно назвать клиноременную передачу, представленную сочетанием шкивов различного диаметра и ремня с определенным профилем. За счет натяжения ремень может передавать существенное усилие, в случае превышения допустимого показателя ремень начинает проскальзывать и исключается вероятность повреждения основных элементов. для передачи особых свойств проводится установка зубчатых колес, в некоторых случаях есть возможность провести их замену.
- На валу находятся зажимы цангового типа. За счет подобной конструкции обеспечивается крепление инструмента с определенным диаметром хвостовика. Стоит учитывать, что не всем инструменты могут быть зафиксированы в подобном устройстве. В случае, когда фиксация проводится по внешней цилиндрической поверхности обеспечить высокую степень надежности практически невозможно. Именно поэтому инструменты изготавливают со специальными хвостовиками, которые исключают вероятность осевого смещения.
- Довольно большое количество вариантов исполнения имеет систему охлаждения. Она может быть воздушного или жидкого типа. Стоит учитывать, что только при обеспечении надлежащего охлаждения можно эксплуатировать устройство на протяжении длительного периода.
- Сложное устройство шпинделя станков с ЧПУ. Это связано с тем, что подобные фрезерные станки характеризуется повышенной точностью в работе, а также большой сложностью по причине применения блока числового программного управления. Устройство с ЧПУ может быть подвижным и работать в автоматическом режиме, то есть выполнять сжатие детали без участия оператора. Часто встречается гидравлический привод, который характеризуется относительно невысокой стоимостью и возможностью передачи большого усилия. Электрические более точные и характеризуются большой скоростью срабатывания.
- Рассматривая характеристики шпинделя следует уделить внимание максимальной и минимальной скорости вращения. Она наиболее актуальна для устройства, которое предназначено для фиксации заготовки.

Стоит учитывать, что стандартный ряд частот вращения во многом зависит не от устройства и где находится шпиндель, а от особенностей механизма привода. Производители фрезерных станков указывают стандартные значения частоты вращения шпинделя или диапазон. Некоторые устройства позволяют проводить плавную регулировку параметров. Также есть шпиндельный привод, который классифицируется по достаточно большому количеству признаков.
Основные разновидности и назначение
Шпиндель является главным узлом на фрезерных станках всех типов. Его параметры входят в перечень основных технических характеристик оборудования. Режущий инструмент крепится на шпинделе и через него получает вращательный момент от основного привода.
Мощность узла во многом зависит от его конструкции. Все виды шпинделей условно делят:
- домашние, до 1,5 кВТ;
- промышленные, от 3 кВт.
Деление условное. На мощном оборудовании можно мастерить в гараже мебель и делать запчасти. На крупном предприятии массово делают гравировку, используя настольные станки.
Гравер
Шпиндель предназначен для выполнения гравировальных работ на станках с ЧПУ и других операций с малой глубиной обработки. Шпиндельный вал получает обороты непосредственно от двигателя. Скорость и мощность находятся в прямой зависимости. Крепление инструмента цанговое.
Гравером выполняют фрезерные работы:
- обработка плат;
- гравировка по металлу, стеклу и камню;
- выполнение пропилов, пазов и других элементов глубиной до 1,5 мм на мелких деталях.

Граверы используют на фрезерных станках с ЧПУ для создания надписей, рисунков, других изображений по трафарету и программе. Производство деталей единичное и серийное.
Бормашинка
Отличается от гравера большой мощностью и патронным зажимом, устанавливаемым в конус шпинделя. Мощность узла стабильная, не зависит от оборотов.
Шпиндель типа бормашина устанавливается на оборудование для проведения работ:
- глубокая гравировка;
- создание 3D изображений;
- изготовление объемных деталей из дерева и сплавов цветных металлов;
- раскрой листов МДФ, ДСП, фанеры, пластика.
Шпиндель и ведущий вал стоят в одной оси, и соединены муфтой. Число оборотов регулируется на электродвигателе.
Справка! Бормашина работает тише гравера и выполняет глубокую обработку деталей.
DC-мотор
В одном корпусе находятся электродвигатель и шпиндельный вал, соединенные жестко. Применяются на станках с ЧПУ для обработки металлов и мягких материалов. Скорость вращения до 12000 об/мин, мощность 400 Вт. Крепление инструмента цанговое.
Преимущества DC-моторов:
- отсутствие биения;
- высокая точность;
- низкий уровень шума.
Шпиндель конструкции DC-мотор устанавливают на фрезерные станки с револьверной головкой и коротким циклом операций. Регулировка оборотов инструмента производится через изменение режимов работы электромотора.
Важно!
При большой скорости обработки, DC—мотор не относится к высокопроизводительному оборудованию. Время его работы несколько минут. Он быстро перегревается и требует остановки.

Прямошлифовальная машина
Вращательный момент с электродвигателя на шпиндель передается через редуктор. Мощность и частота вращения не регулируются. К прямошлифовальным машинкам имеется большой набор инструмента, которым выполняют:
- зачистку наружных и внутренних поверхностей;
- удаление заусенцев;
- обработку углов и торцов;
- фрезеровку по плоскости;
- вырезку пазов.
При установке дисковой пилы, производится порезка и раскрой листовых заготовок из пластика, дерева, цветных металлов.
Важно!
Режим работы станка с прямошлифовальным шпинделем, регулируется подачей стола и глубиной реза.
Профессиональный
Профессиональный узел предназначен для длительной работы с большими нагрузками. Он отличается от маломощных моделей:
- имеет водяное охлаждение;
- шпиндельный вал закреплен в шарикоподшипниках;
- вращение передается через многоступенчатую коробку скоростей;
- работает тихо.
Достоинство узла заключается в отсутствии в нем щеток. Они быстро изнашиваются, искрят и способствуют нагреву шпинделя.
Важно!
Профессиональные шпиндели работают от трехфазного тока. Для установки их на домашнем оборудовании, требуется частотный преобразователь.

Принцип работы
Работа практически всех станков основана на использовании режущих инструментов. Классическая конструкция шпинделя позволяет проводить надежное крепление инструмента в скоростном или силовом режиме.
Рассматривая особенности шпинделя станка скоростного типа следует уделить внимание тому, что его предназначение заключается в срезании небольшого слоя металла с поверхности заготовки.
Ключевыми особенностями подобного процесса можно назвать следующее:
- Есть возможность существенно повысить показатель производительности, для чего выбирается большая скорость резания. Стоит учитывать, что практически во всех случаях проводится составление технологической карты, в которой и указываются основные параметры: подача, скорость резания и некоторые другие.
- Подобный вариант исполнения шпинделя получил широкое распространение в случае финишного точения или фрезерования на станке. Именно поэтому требуется устройство повышенной мощности.
- В большинстве случаев для передачи вращения устанавливается асинхронный двигатель повышенной мощности. Изменить частоту вращения можно за счет зубчатой или ременной передачи.
- Некоторые конструкции напрямую соединены с валом устанавливаемого электрического двигателя, все промежуточные элементы отсутствуют. В подобном случае слишком большое усилие может стать причиной перегрузки мотора. Однако, отсутствие промежуточного элемента позволяет существенно уменьшить размер инструмента. Поэтому в электрических инструментах установленный двигатель напрямую связан со шпинделем.
Рассматривая принцип работы следует уделить внимание тому, что силовые и скоростные конструкции также имеют различный принцип работы. Силовые установки характеризуются следующими особенностями:
- Устанавливаются специальные переходные втулки конической формы, которые выступают в качестве переходника. Они изготавливаются самыми различными производителями, существенно повышают степень крепления устройства. Втулки подбираются в зависимости от особенностей хвостовика инструмента.
- При установке инструмента хвостовик фиксируется непосредственно во втулке, после чего в отверстии шпинделя. За счет этого обеспечивается равномерное распределение возникающей нагрузки.

Сегодня вал шпинделя токарного станка не соединяется напрямую с мотором. Это связано с тем, что возникающая переменная нагрузка может привести к повреждению электрического двигателя. Чаще всего устанавливается клиноременная передача или комплект шестерен. За счет этого обеспечиваются наиболее безопасные условия эксплуатации.
Критерии выбора
Выбор фрезерного станка начинается с анализа материала, с которым ему придется работать: металл или дерево. Затем анализируются технологические операции, объем работ. При выборе шпинделя, обращают внимание на его основные характеристики:
- частота вращения;
- мощность;
- конструкция;
- регулировка скорости;
- способ крепления инструмента;
- выполняемые работы;
- тип охлаждения.
Стоит обращать внимание на ток, подключаемый к оборудованию.
Мощность
Выбор мощности шпинделя определяется твердостью обрабатываемого материала. Для дерева и плит, изготовленных с его отходов – ДСП, МДФ, достаточно мощности до 3 кВт. На оборудовании можно обрабатывать пластик, фанеру, делать гравировку.
Цветные металлы, их сплавы относительно мягкие, но имеют большой коэффициент вязкости. Чистый рез получается только при мощности до 6 кВт и частоте вращения от 18000 об/мин. Обработка стали и чугуна требует шпинделя с мощностью более 6 кВт, частотой вращения до 22000 об/мин. В зависимости от твердости и вязкости материала, режимы подбираются сочетанием скорости вращения и величиной подачи.
Способ фрезеровки
Фрезеровка производится встречным и обратным способом. Вращение инструмента направлено против движения детали или совпадает с ним.
Различают режимы обработки:
- силовой;
- скоростной.
При силовом режиме обработка идет с большой подачей, на малых оборотах, за счет мощности шпинделя. Режущая кромка каждый раз захватывает толстый слой материала. Скоростной режим предполагает возможность инструмента вращаться с большой скоростью. Подача стола небольшая. Режим подходит для цветных металлов и дерева, гарантирует высокую чистоту обрабатываемой поверхности.
Важно!
Чугун хорошо обрабатывается на низких оборотах с малой подачей. Он не любит больших скоростей.
Охлаждение
Фрезерные шпиндели имеют 2 типа охлаждения:
- воздушное;
- водяное.
Для охлаждения воздушными потоками в корпусе узла делаются специальные прорези. При вращении вала, происходит завихрение, холодный воздух втягивает снаружи. Система водяного охлаждения сложная в исполнении. Она должна быть герметична. Установленные на домашнем оборудовании шпинделя с воздушным охлаждением работают дольше.
На промышленном оборудовании за счет подшипников снижается трение и нагрев шпинделя. Достаточно воздушного потока. Коробка скоростей смазывается и охлаждается маслом. Двигатель имеет свою систему охлаждения – крыльчатку на валу.
Материал заготовки
Режимы резания и угол заточки режущей кромки подбираются под характеристики материала заготовки.
Дерево
Чистый рез получается при обработке древесины быстро вращающимся инструментом. Подача и глубина реза небольшие. Шпиндель подойдет высокооборотный, с мощностью до 1,5 кВт.
Важно!
При обработке древесины в силовом режиме, на детали образуются сколы, трещины между волокнами, поверхность шероховатая.
Металл
Резка металла требует большой мощности и высокой прочности узла. Во время обработки детали, кроме вращательного момента, на шпиндель действует сопротивление. Его сила направлена перпендикулярно оси вращения.
Шпинделя по металлу имеют прочный массивный корпус, в основном чугунный. На валу установлены упорные и радиальные подшипники. Скорость вращения инструмента должна регулироваться в пределах 20–18000 об/мин.
Применение шпинделя
Используется подобное устройство при создании самого различного оборудования и инструментов. Как ранее было отмечено, назначение заключается в фиксации инструментов и деталей. Область применения может быть существенно расширена за счет применения различной оснастки. Среди особенностей отметим следующее:
- Все электрооборудование производится при применении шпинделя. Оно используется для непосредственной фиксации различных насадок.
- Фрезерные станки получили весьма широкое распространение. Это связано с тем, что при применении фрезерного станка можно получить корпусные детали различного типа.
- Шпиндель можно встретить и как отдельный узел других станков, к примеру, токарной группы. Предназначение в этом случае заключается в фиксации проката для его обработки.

Ключевыми особенностями механизма можно назвать то, что оно обеспечивает надежное крепление инструмента и деталей даже при высокой осевой скорости и вращении.
Охлаждение
Как уже было сказано выше, шпиндели могут быть оборудованы как воздушным, так и жидкостным охлаждением. Воздушное представляет собой обычную крыльчатку, закрепленную на валу двигателя и обдувающую его обмотки.
Большим недостатком такого типа охлаждения является тот факт, что крыльчатка не только нагнетает воздух на горячий мотор, но еще и засасывает в его корпус стружку, пыль и все то, что вырезает фреза из заготовки. Также при обработке на низких скоростях воздушное охлаждение малоэффективно, поскольку напрямую зависит от скорости вращения вала шпинделя.

Система водяного охлаждения не имеет такого недостатка, но при ее использовании необходимо отдельное место для резервуара с охлаждающей жидкостью и правильная фиксация трубок с ней на корпусе фрезерных станков, что сильно усложняет конструкцию, если это фрезерный двухшпиндельный станок.
Она гораздо эффективнее системы воздушного охлаждения, поскольку скорость тока жидкости через шпиндель все время одинакова благодаря использованию специальной помпы. Основным условием, которое необходимо соблюдать, имея шпиндель с водяным охлаждением – это то, что нельзя включать двигатель, не включив помпу, поскольку в таком случае он вовсе не будет охлаждаться, очень быстро перегреется и, как следствие, сгорит.
Классификация шпинделей
Выделяют несколько различных типов рассматриваемого устройства, все виды шпинделей станков фрезерной группы характеризуются своим определенными особенностями. Основными видами можно назвать:
- Коллекторные получили весьма широкое распространение при изготовлении фрезерных станков, которые предназначены для гравировки и ювелирной обработки. Чаще всего в эту группу относится устройство с цангой высокоскоростного типа. Резка мягких сплавов может проходить при применении версии цанги ER11 на станке различных групп.
- Высокоскоростные варианты исполнения чаще встречаются в конструкции фрезерных станков. Именно высокоскоростной шпиндель позволяет существенно расширить возможности фрезерных станков с числовым программы управлением.
- В отдельную групп также относится конструкция, способная подавать охлаждающую жидкость в зону обработки. За счет этого существенно снижается температура в зоне резания, поэтому можно существенно повысить показатель производительности.
- Крепление фрезы станков осуществляется за счет цанги, которая также дополняется гайками. При изготовлении цанги применяется металл с повышенной твердостью.
- В продаже встречается продукция европейских и китайских происхождения. Дешевле всего обходится именно продукция китайских производителей. Они применяют подшипники из керамики, которые могут выдерживать существенную нагрузку.

На современном рынке доступно довольно большое количество различных шпинделей, которые могут устанавливаться на фрезерных станках. При этом классификация проводится по типу применяемой системы охлаждения, способу фиксации режущего инструмента и заготовки. Вариант исполнения с мощностью около 0,8 кВт может применяться для обработки небольших изделий, а также выполнения гравировки. Анкерный вариант исполнения распространен в меньшей степени, но все может применяться при в определенных случаях.
Особенности конструкции шпинделя
Ключевой конструктивной особенностью шпинделя любого типа является использование в конструкции опорных подшипников, удерживающих вал в рабочем положении (горизонтальном или вертикальном) и предотвращающих его радиальное биение. Дешёвые шпиндели комплектуются, как правило, самыми простыми подшипниками качения. Узлы, к которым предъявляются жёсткие требования по минимизации радиальных биений, оснащаются гидродинамическими подшипниками скольжения. В высокоскоростных прецизионных станках применяются гидростатические и магнитные опоры, обеспечивающие осевые отклонения не более 0,5 мкм. Такие подшипники используются сегодня в большинстве машин с ЧПУ.
Другая особенность конструкции шпинделя состоит в наличии собственной системы охлаждения. Поскольку шпиндель механически непосредственно сопряжён с обрабатываемой заготовкой или инструментом, то выделяемое в процессе металлообработки тепло поглощается зажимным устройством и валом, что вызывает температурные деформации компонентов шпинделя. Этот эффект предотвращает смазочно-охлаждающая жидкость, омывающая специальные технологические полости внутри шпинделя, за счёт чего устраняются условия возникновения деформаций.
Как выбрать шпиндель?
Есть довольно много рекомендаций, касающихся непосредственного выбора шпинделя для фрезерного станка. Стоит учитывать тот момент, что шпиндель токарного станка существенно отличается, так как его предназначение заключается в креплении заготовки. Основными рекомендациями назовем нижеприведенные моменты:
- Для начала рассматривается то, какая нагрузка будет оказываться на хвостовую часть. При этом не стоит забывать о том, что выделяют два различных типа нагрузки: осевая и центробежная. В случае, когда за один проход будет сниматься большой слой металла следует выбирать механизм с большей устойчивостью к нагрузке.
- Еще одним критерием выбора можно назвать количество оборотов, при котором будет работать оборудование. Этот показатель указывается в инструкции по эксплуатации всех фрезерных станков и электрического инструмента.
- Габаритные размеры также имеют важное значение. От этого зависит минимальный и максимальный диаметр устанавливаемого инструмента.
- Важным моментом является то, какая фирма занимается выпуском устройства для станка. От этого зависит качество сборки, длительность эксплуатации, основные эксплуатационные характеристики.
- Некоторые производители фрезерных станков также указывают то, какой шпиндель подходит в большей степени. Рекомендуется следовать рекомендациям по выбору, так как указываемый механизм подходит в большей степени.
Как правило, рассматриваемые устройства выполнены в универсальном виде. За счет этого есть возможность подобрать самый подходящий вариант исполнения для самых различных фрезерных станков.
В заключение отметим, что шпиндель является сложной конструкцией, которая предназначена для фиксации различных элементом на момент работы.
Именно поэтому его выбору следует уделять довольно много внимания, так как некачественная и ненадежная конструкция не сможет прослужить в течение длительного периода. Следует уделять внимание и правильности установки, так как допущенные ошибки могут стать причиной появления самых различных дефектов.
Теория вопроса
Шпиндель — это вал, являющийся посредником между обрабатывающим станком и заготовкой при обработке металлов. Режущий элемент крепится в нем посредством конуса Морзе. У расточных, сверлильных станков и фрезеров вал имеет регулируемую длину, а в движение приводится вручную или автоматически.
Условно шпиндели делят на две группы в зависимости от их мощности:
- бытовые,
- промышленные.
К первым относятся небольшие бормашины, дрели, перфораторы. Конструкция их проста, срок службы относительно недолог, управление не вызывает сложностей. Для работы на домашних настольных станках используют именно их.
Промышленные шпиндели необходимы для длительной эксплуатации, рассчитаны на внушительные нагрузки. Они снащены системами охлаждения и подачи смазки на участки с высоким уровнем трения или нагревания.
Для производственных агрегатов категорически не подходят маломощные бытовые шпиндели. Причина в том, что они рассчитаны лишь на растяжение и сжатие, но не на боковую нагрузку. При увеличении скорости вращения шпинделя обмотки двигателя нагреваются, что вызывает снижение мощности. В результате элемент перегорает, требуя скорой замены.
Пройти тест
panov-05

- Регистрация
- 23.07.2019
- Сообщения
- 542
- Реакции
- 56
- Баллы
- 73
- Город
- Зеленоградск
- Имя
- Максим
- #1
Всем привет.Рассматриваю набор на али и не могу понять шпиндель.
Там его можно использовать напрямую 220. И через частотник.
как его подсоединяют к частотнику?
его нужно разбирать и подсоединять треугольником ? что думают наши профи.
Alsan
- Регистрация
- 03.12.2018
- Сообщения
- 3 975
- Реакции
- 7 630
- Баллы
- 138
- Город
- Kazan
- Имя
- Алексей
- Плата
- woodpecker 3.2a
- Прошивка
- 1.1f
- #2
Всем привет.Рассматриваю набор на али и не могу понять шпиндель.
Там его можно использовать напрямую 220. И через частотник.
как его подсоединяют к частотнику?
его нужно разбирать и подсоединять треугольником ? что думают наши профи.
По сути это кромочный фрезер, коллекторный двигатель на 220в со щетками, с семисторным регулятором оборотов. Частотник тут особо не к чему.
Efenia

- Регистрация
- 24.08.2018
- Сообщения
- 6 878
- Реакции
- 5 968
- Баллы
- 205
- Возраст
- 52
- Город
- Долгопрудный
- Имя
- Владимир
- Плата
- MKS DLC GRBL
- #3
Всем привет.Рассматриваю набор на али и не могу понять шпиндель.
Там его можно использовать напрямую 220. И через частотник.
как его подсоединяют к частотнику?
его нужно разбирать и подсоединять треугольником ? что думают наши профи.
Кромочный фрезер, без опоры, хрен его знает как такой к частотнику подключать, частотник наверное «для кучи » в комплекте идёт, типа после все равно нормальный шпиндель покупать придется. Не ещё цангу надели, только очень хочется уточнить: а зачем? У кромочников свои цанги , и довольно не плохие попадаются, правда обычно диаметром 6, 6,35, 8мм но встречал и на 4мм , мне опять же интересно, кто используя движок в 1,5КВт будет его использовать с фрезами 3,125, ладно про сверла молчу, они разные бывают. У меня есть такой кромочник , правда мощностью всего 800Вт , купил тысячи за 2 по-моему.
vvv1234

- Регистрация
- 24.08.2021
- Сообщения
- 1 993
- Реакции
- 2 420
- Баллы
- 133
- Адрес
- очень далеко от России
- Имя
- Валерий
- Станок
- CNC 6040
- Плата
- самодельная
- #4
частотник наверное «для кучи » в комплекте идёт, типа после все равно нормальный шпиндель покупать придется.
Быстрее всего, это не частотник, а регулятор напряжения с PWM.
А сам шпиндель — от роутера, вот такого типа.
ospkant

- Регистрация
- 11.02.2021
- Сообщения
- 574
- Реакции
- 854
- Баллы
- 188
- Адрес
- Россия
- Город
- Москва
- Имя
- Сергей
- Отчество
- Павлович
- Станок
- cnc 3018 Pro
- Прошивка
- 1.1
- #5
По сути это кромочный фрезер, коллекторный двигатель на 220в со щетками, с семисторным регулятором оборотов. Частотник тут особо не к чему.
Частотник в довесок ставят для понтов . Вообще где-то в Ютубе смотрел про эту копию Макиты. Отзывы о нем ужасные. Если уж и брать, то Макиту, по крайней мере гарантия есть . А здесь цена не оправдано дорогая.
vvv1234
- Регистрация
- 24.08.2021
- Сообщения
- 1 993
- Реакции
- 2 420
- Баллы
- 133
- Адрес
- очень далеко от России
- Имя
- Валерий
- Станок
- CNC 6040
- Плата
- самодельная
- Среда в 21:44
- Последнее редактирование: Среда в 21:52
- #6
Последнее редактирование: Среда в 21:52
Если уж и брать, то Макиту, по крайней мере гарантия есть .
У меня есть 3 штуки от разных производителей, немецкий (Бош), американский (Крафтсман) и китайский (но нэйм). Мощные, ревут, как голодные тигры, сильно вибрируют. И биения у этих аппаратов большие. Но для грубых работ по дереву пойдет.
ospkant
- Регистрация
- 11.02.2021
- Сообщения
- 574
- Реакции
- 854
- Баллы
- 188
- Адрес
- Россия
- Город
- Москва
- Имя
- Сергей
- Отчество
- Павлович
- Станок
- cnc 3018 Pro
- Прошивка
- 1.1
- #7
У меня есть 3 штуки от разных производителей, немецкий (Бош), американский (Крафтсман) и китайский (но нэйм). Мощные, но биения у этих аппаратов большие. Для грубых работ по дереву пойдет.
Ими 3д не обработать, обмотки сгорят или с перерывами, а для обрезки по контуру пойдёт.
vvv1234
- Регистрация
- 24.08.2021
- Сообщения
- 1 993
- Реакции
- 2 420
- Баллы
- 133
- Адрес
- очень далеко от России
- Имя
- Валерий
- Станок
- CNC 6040
- Плата
- самодельная
- #8
Ими 3д не обработать, обмотки сгорят или с перерывами.
Да, греются не в себя…
Vlad-I-Mir

- Регистрация
- 23.02.2021
- Сообщения
- 2 957
- Реакции
- 3 928
- Баллы
- 188
- Возраст
- 53
- Адрес
- Россия
- Веб-сайт
- cnc3018.ru
- Город
- Задонск
- Область
- Липецкая
- Имя
- Владимир
- Отчество
- Викторович
- Станок
- CNC 3018 Pro /пока сток/
- Плата
- CNC шилд, 3.2
- Прошивка
- 1,1h
- Четверг в 02:51
- Последнее редактирование: Четверг в 15:42
- #9
Последнее редактирование: Четверг в 15:42
Автоматическая блокировка шпинделя (ASL) – это функция, позволяющая зафиксировать рабочий вал устройства в неподвижном положении при остановке двигателя. Такая возможность значительно упрощает замену инструментов и размещение их внутри сверла или дрели. Фиксация происходит в автоматическом режиме либо принудительно с помощью нажатия кнопки. В результате исключается проворачивание инструментов и патронов, а процесс их установки занимает всего несколько минут.

Особенности шпинделя для станка
Металлообработка является популярным направлением в промышленности, поскольку изделия из таких материалов широко применяются в быту и на производстве. В результате технического прогресса появились специализированные станки, с помощью которых изготавливать различные детали стало намного легче. Автоматические устройства позволили значительно повысить производительность труда токарей, а также уменьшили затрачиваемое время на эту работу. Создание таких агрегатов стало причиной:
- Изготовления изделий с более высоким качеством и надежностью;
- Уменьшения себестоимости производственного процесса;
- Возрастания скорости обработки металлов.
Фиксация шпинделя предусмотрена практически на всех металлообрабатывающих устройствах. Примером может служить токарный агрегат. При установке в него заготовки требуется ее надежное закрепление внутри. Работник, который обслуживает станок, располагает деталь в аппарате между бабками. Возле этих элементов установлены специальные держатели, за счет чего заготовка крепко фиксируется на своем месте.
Название детали произошло из немецкого языка и означает рабочий вал. В Германии словом Spindel называют веретено, а также все элементы, вращающиеся вокруг своей оси. Такое понятие применяется преимущественно в промышленности, особенно, связанной с машиностроением и обработкой материалов. Это устройство играет важную роль в работе всех технических аппаратов. Рабочий вал передает крутящий момент от двигателя машины к заготовке, таким образом ее обрабатывая. Фиксируется деталь специальным зажимом, который также помогает центрировать элемент.
Чтобы еще лучше разобраться в этой теме, представим простой пример. Для обработки металла, дерева или пластика соответствующая деталь должна не только проворачиваться вокруг своей оси, но и надежно удерживаться в аппарате. В станке усилие с мотора передается посредством шпинделя на элемент. При этом с разных сторон расположены зубчатое колесо и специальный подшипник, на котором крепится зажимающий патрон.
Не все понимают, для чего к устройству приспособлен вал, если заготовку можно прикрепить к самому редуктору. В действительности, комплектующие машин не предназначены для грубого воздействия. Постоянные вибрации и повышенные температуры негативно влияют на внутренние узлы и могут со временем привести к поломке деталей. В этом случае шпиндель выполняет роль связующего звена, он берет на себя все активные нагрузки и защищает чувствительные узлы станка от повреждающих воздействий.
Важные характеристики рабочего вала:
- Деталь закрепляется за счет подшипника качения. Такой элемент относится к стандартной комплектации, но существуют также некоторые варианты. Более дорогие модели лучше переносят длительную вибрацию, а более дешевые имеют простую конструкцию. Есть машины, на узлы которых автоматически подается жидкость для смазки и охлаждения. Это самая предпочтительная система, поскольку элементы меньше истираются. В результате значительно увеличивается их срок эксплуатации.
- Обычно шпиндель вращается путем воздействия особого асинхронного мотора. Его размещают в корпусе машины, чаще всего рядом с правой бабкой. Раньше электрические двигатели могли работать только от источников с тремя фазами напряжения, они обладали хорошей мощностью. Найти такие силовые установки можно было преимущественно в промышленных цехах. В последнее время появились устройства, способные работать в обычных бытовых условиях от стандартной розетки. Часто подобные агрегаты пользователи располагают в гаражах и подсобных помещениях, чтобы выполнять мелкие работы для хозяйственных нужд.
- Хотя рабочий вал способен вращаться непосредственно от мотора, обычно между ними располагают еще одну деталь. В качестве такого узла может выступать ремень. Такой способ довольно дешев и удобен, поскольку позволяет без проблем зафиксировать элемент и легко его эксплуатировать. Единственный недостаток решения – возможное проскальзывание на повышенных оборотах. Если необходима значительная скорость для работы, то стоит задуматься о приобретении зубчатых колес и шестеренок.
- Вал обычно оканчивается цанговым патроном, который позволяет закреплять хвостовики произвольного диаметра. Большинство металлорежущих инструментов обладает такими наконечниками. В противном случае придется фиксировать по внешней стороне, что чревато уменьшением надежности и грозит возникновением нарушений и сильными вибрациями.
- На промышленных предприятиях обязательно присутствие охлаждающих систем для машинного оборудования. Их использование позволяет увеличить срок работы приборов и постоянной обработки материалов.
- Наиболее сложное устройство рабочих валов получили агрегаты, контролируемые ЧПУ. Такой пульт дает возможность обрабатывать заготовки крайне точно, но для этого нужен пониженный уровень вибраций. Только самые качественные агрегаты получают подобные узлы в своей комплектации.
- Крепление шпинделя находится в зависимости от количества оборотов. С повышением скорости увеличивается также и сила фиксации.
Устройство шпинделя и способ его работы
Отвечая на вопрос о фиксации шпинделя – что это такое и для чего применяется, следует рассмотреть подробнее само строение этой детали. Аппаратура с рабочим валом обычно используется для обработки материалов посредством режущей кромки. Шпиндель устроен таким образом, что заготовку можно фиксировать в определенном рабочем режиме. Наиболее часто используются два из них – силовой и скоростной. Последний тип отвечает за быстрое удаление расположенного сверху слоя.
Особенности скоростного режима:
- Возрастает производительность. Прежде чем установить повышенные обороты, нужно тщательно замерить деталь и обозначить ее характеристики в технологической карте.
- Такой способ больше всего подходит для окончательных работ или при особо тонкой обработке фрезером. Значительная скорость позволяет удалить минимальный слой с рабочей поверхности.
- Чаще всего элемент комплектуют асинхронным мотором;
- В некоторых станках связующее звено полностью отсутствует. В таком случае агрегаты не могут быть использованы для серьезных работ, поскольку высокие нагрузки могут повредить двигатель и внутренние узлы. Также этот вариант исполнения позволяет значительно уменьшить габариты оборудования. В связи с этим прямое подсоединение можно найти в аппаратах, предназначенных для бытового применения.
Силовые агрегаты имеют собственные отличительные свойства:
- Рабочий инструмент и непосредственно фиксатор разделяют специальными втулками для повышения качества изготовления. Такие прокладки не только хорошо влияют на производственный процесс, но и предохраняют узлы от износа, уменьшают вибрации и повышают устойчивость. Подбор изделий осуществляется по отношению к размеру и разновидности хвостовика.
- Прямое присоединение к двигателю нежелательно. Постоянно сменяющееся воздействие негативно влияет на агрегат. Лучше всего применять ременную передачу или использовать шестеренки.
Шпиндель для дрелей и шуруповертов
Аккумуляторные инструменты уже много лет помогают людям выполнять строительные, производственные, ремонтные и другие типы работ. Раньше существовала четкая классификация изделий в зависимости от их характеристик и назначения, но в последнее время производители стремятся к универсальности. Поэтому в продаже появилось множество продуктов, способных выполнять самые разнообразные функции.
Технологический прогресс способствовал постепенному повышению мощности аккумуляторных изделий, которая уже практически сравнялась с показателями сетевых аппаратов. На сегодняшний день такие инструменты можно найти в любой нише – от отверток и фонариков до небольших станков. Довольно сложно описать все разнообразие подобных изделий, но существует все же некоторая классификация, которая определяется назначением предмета.
Профессиональные и бытовые приборы
Эти две разновидности различаются своими функциональными задачами, но их технические характеристики и свойства могут быть практически сходными. Профессиональные изделия подходят для постоянного использования на производстве или для рабочих целей с большими объемами заданий. Бытовые аппараты рассчитаны на применение в домашних условиях, а также в мастерских или в дачном хозяйстве. При этом стоимость таких приборов выгодно отличается и позволяет каждому пользователю приобрести устройство, не растратив при этом весь бюджет.
Характеристики аккумуляторных аппаратов
Инструменты, работающие от сети, в основном выбираются по мощности и типу встроенного двигателя. В случае с аккумуляторными устройствами значение приобретают также и другие детали. Это обстоятельство хорошо заметно на примере автомобильного мотора – даже самый лучший и рабочий пусковой двигатель не сможет завести машину, если подвели аккумуляторы. Батареи имеют такие важные свойства:
- Напряжение. На этот фактор влияет количество источников питания в устройстве. Мощность мотора имеет прямую зависимость от данного показателя, это особенно видно на примере модификаций одной линейки. Если же речь идет о продукции различных брендов или даже о моделях одного и того же производителя, но разной спецификации – в таком случае характеристики получают влияние от других факторов.
- Емкость характеризует каждый элемент, из которых состоит весь блок питания. По этой причине напряжение может отличаться, но батареи той же серии обладают одинаковой емкостью. От этого значения зависит продолжительность автономной работы устройства. Но при этом объем выполненной работы не обязательно пропорционален данному показателю. Чтобы примерно рассчитать это количество, необходимо учесть не только емкость, но и напряжение источников питания.
Типы аккумуляторов:
- Ni-Cd относится к наиболее старой, но при этом надежной и проверенной технологии. Несмотря на усовершенствование систем, эта разновидность до сих пор применяется в бюджетных устройствах. При этом такие батареи могут быть установлены как в бытовых, так и в профессиональных приборах. Основные минусы представляют собой всем известный эффект памяти и недостаточную экологичность изделий. Но существует также и множество заметных преимуществ. Такой аккумулятор можно легко хранить, он не теряет своих свойств, нечувствителен к большому напряжению и обладает невысокой стоимостью, что позволяет существенно уменьшить общую цену инструмента.
- Ni-MH может похвастаться большей экологичностью. Здесь менее заметен эффект памяти, но стоимость несколько возрастает. Также необходимо внимательно относиться к хранению изделия, поскольку длительное нахождение в сильно разряженном виде может привести к повреждению батареи.
- Li-Ion – самый современный вид, который используют в бытовой технике и большинстве аккумуляторных устройств на сегодняшний день. Недостатки двух предыдущих разновидностей ему несвойственны, поэтому производители все чаще выбирают именно такой вариант. С течением времени разработчики выпускают все более качественные модели, так что инструменты с таким источником могут стать оптимальным выбором при покупке.
Блокировка шпинделя и быстрозажимной одномуфтовый патрон
Для упрощения замены сверла или другого рабочего инструмента производители выпускают устройства с особой системой. Принцип ее действия довольно прост – при работе двигателя вал свободно вращается. Но как только мотор останавливается, происходит мгновенная блокировка и шпиндель не получится прокрутить, даже прикладывая значительную силу. Такое простое устройство механизма позволяет облегчить замену оснастки и ускорить выполнение производственных и бытовых задач. К сожалению, в настоящее время далеко не все модели аккумуляторных инструментов имеют в своей комплектации такой держатель. В основном его устанавливают в профессиональные приборы высокого класса, а обычные пользователи чаще выбирают распространенные двухмуфтовые патроны.
Заключение
Рабочий вал присутствует во многих инструментах как бытового, так и промешенного назначения. Для того, чтобы сделать работу с устройствами намного проще, придумали автоматическую блокировку шпинделя. Такой механизм позволяет удерживать вал в неподвижном положении и легко осуществлять замену оснастки даже одной рукой.
За точность установки и обработки детали в токарных станках отвечают специальные узлы — токарные бабки.
Шпиндельная (передняя) бабка — устройство токарного станка, предназначенное для сообщения заготовке вращательного движения. Обрабатываемая деталь закрепляется в кулачки патрона, цангу, планшайбу установленные на переднем торце шпинделя или фиксируется центрами между передней и задней бабками. Частота вращения заготовки и направление могут регулироваться от системы управления.
Задняя (упорная) бабка — узел токарного станка для фиксации (поджатия) обрабатываемых заготовок с помощью упорного или вращающегося центра. На универсальных станках также используется для установки режущего инструмента: сверл, зенкеров, разверток.

Устройство бабки токарного станка (шпиндельный узел)
Передняя бабка состоит из корпуса (чаще всего чугунного) и шпинделя. В станках с коробкой скоростей добавляются валы, шестерни и устройство переключения диапазонов для обеспечения различных моментов резания для обработки заготовок, система смазки шпиндельной бабки. Усилие вращения на деталь передается через шкив на первом валу. При установке шпинделя «картриджного» типа — вращательное движение патрона передается от двигателя через ремни на шкив, установленный на шпинделе. При установке электрошпинделя — ременная передача и внешний двигатель не применяются.
Корпус шпиндельной бабки может иметь различную форму, отливается, как правило, из чугуна. В современных станках в жестком корпусе передней бабки имеются точные отверстия для установки передних и задних подшипников шпинделя, это достигается расточкой корпуса на расточном станке с борштангой, с последующим контролем на измерительной машине. Предусмотрена возможность регулировки оси шпинделя в плоскости движения оси Х (для станков с горизонтальной станиной это будет горизонтальная плоскость, направление «к оператору или от оператора»). В вертикальной плоскости точность достигается пришабриванием
Передача вращательного движения от двигателя к шпинделю, чаще всего, осуществляется посредством клиновых или поликлиновых ремней и шестерней зубчатой передачи. В станках токарной группы с ЧПУ для обеспечения функций нарезания резьбы и поддержания постоянства скорости резания устанавливается дополнительный датчик — энкодер шпиндель. Энкодер воспринимает вращение шпинделя и преобразует его в электрический импульс, посылаемый в модуль ЧПУ. В свою очередь, контроллер управляет работой серводвигателя привода для плавного(не дискретного) регулирования частоты оборотов шпинделя.
Шпиндельный узел, как правило, имеет систему циркуляционной смазки и может иметь систему охлаждения. В шпинделя «картриджного» типа консистентная смазка закладывается на весь срок службы подшипников.
Кинематическая схема шпиндельной бабки обычно приведена в документации на конкретный станок.
Шпиндель передней бабки
Шпиндель — полый внутри вал, изготовленный из углеродистой стали, в отверстие которого пропускают длинномерные заготовки. Установлен шпиндель в корпус передней бабки посредством переднего и заднего подшипниковых узлов.
Торец шпинделя токарных станков, в зависимости от исполнения, соответствует ГОСТ 12595-2003 или ГОСТ 26651-85. На современных станках ЧПУ, в зависимости от запросов потребителя, геометрия торца шпинделя может быть изменена. На торец устанавливается зажимное устройство: токарный патрон, цанга, планшайба, упорный центр.
Посадочные поверхности торца шпинделя имеют обработку не ниже 6 квалитета, при изготовлении поверхность подвергается закалке и шлифовке. В противном случае радиальное и торцевое биение установленного патрона или другого зажимного устройства, установленного на шпиндель, будут превышать допустимые значения. Это скажется на точности обработки заготовки. После установки шпиндель проверяется на наличие вибраций, и, при необходимости, производится балансировка
В связи с этим, при замене зажимной оснастки посадочные поверхности шпинделя необходимо оберегать от различного рода повреждений, не допускать наличия стружки и грязи, а также проверять биение вновь установленных патрона или цанги.
|
пример — шпиндель «картриджного» типа |
пример — шпиндель с валами и шестернями коробки скоростей |


Проверка точности
Геометрическую точность на токарных станках с ЧПУ проверяют по контрольным скалкам и оправкам. Проверка методом проточки не входит в проверки по ГОСТ(в токарный патрон зажимается заготовка диаметром не менее 80 мм длиной до трех диаметров и обтачивается цилиндрическая поверхность перемещением по оси Z без поджима задней бабкой), является неточной и не отражает реальное положение оси шпиндельной бабки. на результаты проточки влияет очень много факторов и погрешность измерения будет превышать величину допуска (режимы резания, высота режущей кромки и вылет оправки, состояние подшипников шпинделя и остальной кинематики . Допустимые отклонения указаны в приложении к свидетельству о приемке станка.
При неудовлетворительных результатах проверки точности выявляют и устраняют причину и проводят повторную проверку.
Неисправности шпинделя и способы их устранения (список проблем и решений).
Ниже приведён список наиболее часто встречающихся неисправностей, возникающих в процессе эксплуатации шпинделей в течение срока их службы. Основные неисправности шпинделя следующие:
- повышенное радиальное биение
- необходимость замены смазки в подшипниках
- износ подшипников с необходимостью их замены
- неправильное расположение подшипников
- межвитковое замыкание
- пробой обмоток
- перегрузка по току
В этот список также можно включить следующие неисправности:
- необходимость ремонта какого-либо из узлов шпинделя
- общий износ шпинделя с необходимостью его восстановления
По каждой проблеме приведены признаки неисправности и типовые решения.
Повышенное радиальное биение
Радиальное биение проявляется в понижении точности обработки фрезой поверхности детали. Проверку величины радиального биения проводят специальными индикаторами.
Причин повышенного радиально биения может быть несколько:
- изогнутость рабочего вала (может возникнуть вследствие удара при обработке фрезерованием) – исправляется правкой вала шпинделя
- недостаточная затяжка подшипников, зазоры – исправляется регулировкой подшипников, подтяжкой гайки затяжки подшипников шпинделя
- износ подшипников – неисправность устраняется заменой подшипников
- износ посадочных шеек подшипников на валу – способ устранения состоит в восстановлении вала шпинделя
Диагностика причины повышенного биения должна проводиться опытными специалистами.
Необходимость замены смазки в подшипниках
Если шпиндель работал в условиях повышенной загрязнённости, в подшипники могли попасть пыль и грязь. Также пыль может образовываться вследствие работы шпинделя в нештатных режимах и интенсивном износе посадочных гнёзд на валу.
Неисправность проявляется в повышенном температурном режиме подшипников, а также другими признаками, например шум в верхнем подшипнике (для диагностики необходим осмотр опытного специалиста).
Устраняется снятием подшипников, промывкой их с последующей заменой смазки. Смазка для подшипников должна использоваться качественная, рассчитанная на длительный срок службы и высокие скорости вращения подшипников.
Износ подшипников с необходимостью их замены
Подшипники при работе шпинделя могут изнашиваться в интенсивном режиме, если нарушены какие-либо из условий их нормальной работы. Об износе подшипников может свидетельствовать, например, шум в верхнем подшипнике. Факторами ускоренного износа подшипников могут быть:
- неправильная установка подшипников на валу шпинделя
- загрязнение смазки подшипников (когда смазка после загрязнения не была своевременно заменена)
- повышенные нагрузки при обработке (повышенные подачи, не предусмотренные условиями эксплуатации фрезерного станка)
- общий износ шпинделя
Замена подшипников в шпинделе – на первый взгляд несложная операция, однако требующая высокой точности при запрессовке и контроля правильности установки подшипников. Рекомендуется проводить замену подшипников в условиях сервисной мастерской.
Неправильное расположение подшипников
При самостоятельной замене радиально-упорных подшипников в шпинделе они были неправильно установлены – не той стороной, с перекосами и т.д. Неисправность проявляется следующими признаками – повышенное биение на валу, чрезмерный нагрев подшипников, повышенный шум в верхнем подшипнике и т.д.
Устранение неисправности – правильная установка подшипников. Может потребоваться не только правильная установка, но и замена подшипников на новые.
Межвитковое замыкание
Межвитковое замыкание проявляется, как правило, сообщением инвертора об ошибке (перегрузка по току). На холостом ходу шпиндель может вращаться нормально, достигать номинальной скорости, но под нагрузкой инвертор будет его аварийно останавливать.
Одна из причин межвиткового замыкания – превышение номинальных режимов эксплуатации шпинделя, в этом случае, подаваемый инвертором ток может значительно превысить номинальный ток шпинделя, что приведет к повреждению лака на обмотках и, соответственно, межвитковому замыканию.
Конечно, если на инвертор настроен правильно и у него правильно выставлены параметры перегрузок, такого не произойдет. Наша компания может поставить вам заранее настроенные инверторы с корректными настройками, защищающими Ваше оборудование.
Исправление – перемотка обмоток (при экономической целесообразности подобного ремонта шпинделя), либо замена обмоток шпинделя на новые.
Пробой обмоток
Короткое замыкание обмоток шпинделя на корпус. Для выявления точного места неисправности необходима диагностика специалиста. Исправление – по результатам диагностики.
Перегрузка по току
Перегрузка по току может возникать, если шпиндель при вращении получает слишком большой тормозящий момент. Например, при заклинивании или затруднённом вращении подшипников шпиндель не в состоянии разогнаться и набрать обороты, вследствие чего происходит перегрузка по току и на дисплее отображается ошибка E004 – «перегрузка по току во время разгона ротора шпинделя».
Существует также ошибка E006 – «перегрузка по току после разгона шпинделя». Отличается тем, что происходит не во время разгона, а после. Причина ошибки та же – чрезмерная нагрузка на ротор шпинделя.
Исправление – по результатам диагностики. Например, если причиной было затруднённое вращение подшипников – замена смазки подшипников либо замена подшипников на новые.
Ремонт шпинделя
При выходе из строя какого-либо узла шпинделя может потребоваться его замена. Диагностика определяет, какой из узлов шпинделя неисправен. Замену лучше проводить в условиях сервисной мастерской.
Восстановление шпинделя
При общем сильном износе шпинделя не всегда возможно провести его восстановление. Эта операция стоит редко дешевле покупки нового шпинделя и осуществляется квалифицированными специалистами, с согласованием сметы расходов. После восстановления шпиндель такую же получает гарантию, как и новый шпиндель.
Цель нашей компании – обеспечить бесперебойную работу фрезеровочного оборудования. У нас всегда есть в наличии как готовые шпиндели и привода, так и аксессуары к ним.
Заказать ]ремонта шпинделя[/anchor] можно позвонив по телефону Квалифицированная консультация гарантируется. А также вы можете у нас со склада купить шпиндель.
Мы работаем для того, чтобы ваше оборудование работало без сбоев! Компания CNC Motors.
Задняя бабка
Задняя бабка входит в стандартную комплектацию любого токарного станка, производимого Тверским станкостроительным заводом.
Устройство задней бабки токарного станка

Задняя бабка станка чаще всего перемещается вручную оператором. На некоторых моделях станков может присоединяться к суппорту и совместно перемещаться вдоль оси Z к месту зажима.
Пиноль задней бабки выдвигается и отводится, перемещением маховика. Возможна установка гидравлического или электро-механического устройства выдвижения
Для регулировки соосности оси шпинделя и оси пиноли задней бабки при обработке заготовок применяют поперечное смещение оси задней бабки (к оператору или от оператора).
В токарных обрабатывающих центрах задняя бабка может иметь управляемое от ЧПУ перемещение (ось W). Также возможно замена пиноли на противошпиндель.
Настройка и регулировка
Регулировка задней бабки токарного станка выполнена на заводе изготовителе. Дополнительная регулировка требуется при ухудшении точности станка. Заключается она в установке минимальных зазоров в передних и задних подшипниках пиноли (модели с вращающейся пинолью), компенсации люфта между опорными поверхностями упорной бабки и направляющими станины, исключению смещения относительно оси шпинделя.
Фиксация задней бабки станка к направляющим осуществляется при зажиме гаек 2, пиноль 1 фиксируется рычагом 5. Перемещение пиноли происходит при вращении штурвала 4. Для облегчения позиционирования задней бабки по направляющим станины может использоваться система разгрузки или механизм 3, при ослаблении болтов крепления 2 задняя бабка перемещается в направлении противоположном направлению вращения рукоятки механизма 3. В корпусе пиноли расположена масленка для выполнения ручной смазки. Регулировка оси пиноли в горизонтальной плоскости производится с помощью установочного винта (под штурвалом пиноли) и двух винтов А.
Геометрическую соосность передней и задней бабок проверяют, зажимая поверочную скалку (диаметр и длина зависит от РМЦ станка) в неподвижных центрах бабок токарного станка. Стойка с индикатором часового типа, установленная на суппорт или револьверную головку, перемещается вдоль осевой линии заготовки в вертикальной и горизонтальной плоскости. После проверки и при необходимости производится настройка задней бабки.
Область применения мини-токарных станков
Мини-токарный станок имеет обширный круг применения. На мини-токарном станке можно выполнять механическую обработку небольших заготовок тел вращения, нарезать наружную и внутреннюю резьбу, сверлить отверстия, растачивать, точить канавки, подрезать торцы деталей с достаточно высоким качеством и точностью.
Степень качества обработки зависит от правильного подбора марки оборудования. Данный станок очень удобен в эксплуатации и обеспечивает высокую точность и качество получаемых резанием деталей. Обычно, их монтируют на столе или подставке(поддоне). Для устойчивости мини станка и предупреждения сдвига при обработке станину крепят к опорной поверхности.
Ценным преимуществом является работа в очень ограниченном пространстве и достаточно высокая производительность при маленьких размерах оборудования.
При потребности использования в серийном и массовом производствах используют автоматы продольного и продольно-фасонного точения, револьверные и фасонно-отрезные.
При потребности использования в мелкосерийном и серийном производствах мини станков, применяют мини станки с повышенной и нормальной точностью. Высокоточные мини станки используют в приборостроении, часовой промышленности, мебельной промышленности и т.п.